
Teknologjia e Prodhimit të Margarinës
PËRMBLEDHJE EKZEKUTIVE
Kompanitë ushqimore sot, si bizneset e tjera prodhuese, nuk përqendrohen vetëm në besueshmërinë dhe cilësinë e pajisjeve të përpunimit të ushqimit, por edhe në shërbime të ndryshme që furnizuesi i pajisjeve të përpunimit mund të ofrojë. Përveç linjave efikase të përpunimit që ofrojmë, ne mund të jemi partnerë që nga faza fillestare e idesë ose projektit deri në fazën përfundimtare të vënies në punë, për të mos harruar shërbimin e rëndësishëm pas tregut.
Shiputec ka më shumë se 20 vjet përvojë në industrinë e përpunimit dhe paketimit të ushqimit.
HYRJE NË TEKNOLOGJINË TONË
VIZIONI DHE ANGAZHIMI
Segmenti Shiputec projekton, prodhon dhe tregton zgjidhje të inxhinierisë së proceseve dhe automatizimit për industritë e qumështit, ushqimit, pijeve, detare, farmaceutike dhe të kujdesit personal përmes operacioneve të saj globale.
Ne jemi të përkushtuar për të ndihmuar klientët tanë në të gjithë botën që të përmirësojnë performancën dhe fitimprurësinë e impiantit dhe proceseve të tyre të prodhimit. Ne e arrijmë këtë duke ofruar një gamë të gjerë produktesh dhe zgjidhjesh, nga komponentët e projektuar deri te projektimi i impiantit të plotë të përpunimit, të mbështetura nga aplikacione dhe ekspertizë zhvillimi lider në botë.
Ne vazhdojmë t'i ndihmojmë klientët tanë të optimizojnë performancën dhe fitimprurësinë e impiantit të tyre gjatë gjithë jetëgjatësisë së tij të shërbimit me shërbime mbështetëse të përshtatura sipas nevojave të tyre individuale përmes një rrjeti të koordinuar shërbimi ndaj klientit dhe pjesëve të këmbimit.
FOKUSI TE KLIENTI
Shiputec zhvillon, prodhon dhe instalon linja përpunimi moderne, me efikasitet të lartë dhe të besueshme për industrinë ushqimore. Për prodhimin e produkteve të yndyrës së kristalizuar si margarina, gjalpi, kremrat dhe yndyrnat e thata, Shiputec ofron zgjidhje të cilat përfshijnë gjithashtu linja përpunimi për produkte ushqimore të emulsifikuara si majoneza, salcat dhe salcat.
PRODHIMI I MARGARINËS
Margarina dhe produktet e ngjashme përmbajnë një fazë uji dhe një fazë yndyrore dhe kështu mund të karakterizohen si emulsione ujë-në-vaj (W/O) në të cilat faza e ujit shpërndahet imët si pika në fazën e vazhdueshme yndyrore. Në varësi të aplikimit të produktit, përbërja e fazës yndyrore dhe procesi i prodhimit zgjidhen në përputhje me rrethanat.
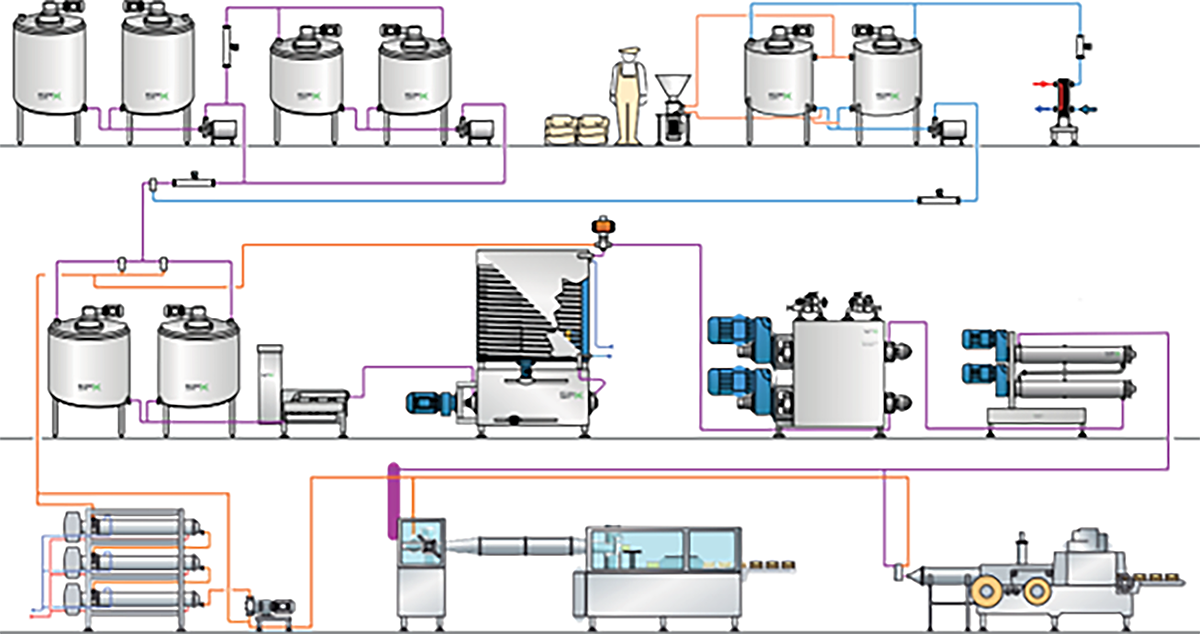
Përveç pajisjeve të kristalizimit, një strukturë moderne prodhimi për margarinë dhe produkte të ngjashme zakonisht përfshin rezervuarë të ndryshëm për ruajtjen e vajit, si dhe për emulsifikuesin, fazën e ujit dhe përgatitjen e emulsionit; madhësia dhe numri i rezervuarëve llogariten në bazë të kapacitetit të fabrikës dhe portofolit të produkteve. Struktura përfshin gjithashtu një njësi pasterizimi dhe një strukturë rishkrirjeje. Kështu, procesi i prodhimit në përgjithësi mund të ndahet në nënproceset e mëposhtme (ju lutemi shihni diagramin 1):

PËRGATITJA E FAZËS SË UJIT DHE FAZËS SË YNDYRËS (ZONA 1)
Faza e ujit shpesh përgatitet në sasi të mëdha në rezervuarin e fazës së ujit. Uji duhet të jetë me cilësi të mirë për t’u pirë. Nëse cilësia e ujit për t’u pirë nuk mund të garantohet, uji mund t’i nënshtrohet paratrajtimit me anë të, p.sh., një sistemi UV ose filtri.
Përveç ujit, faza ujore mund të përbëhet nga kripë ose shëllirë, proteina qumështi (margarinë për tavolinë dhe kremra me pak yndyrë), sheqer (brumë sfoliatë), stabilizues (krema me pak dhe me pak yndyrë), konservues dhe aroma të tretshme në ujë.
Përbërësit kryesorë në fazën yndyrore, përzierja e yndyrës, normalisht përbëhen nga një përzierje yndyrnash dhe vajrash të ndryshëm. Për të arritur margarinë me karakteristikat dhe funksionalitetet e dëshiruara, raporti i yndyrnave dhe vajrave në përzierjen e yndyrës është vendimtar për performancën e produktit përfundimtar.
Yndyrat dhe vajrat e ndryshëm, qoftë si përzierje yndyre ose si vajra të vetëm, ruhen në rezervuarë të ruajtjes së vajit, të cilët zakonisht vendosen jashtë objektit të prodhimit. Këto mbahen në temperaturë të qëndrueshme ruajtjeje mbi pikën e shkrirjes së yndyrës dhe nën trazim, me qëllim shmangien e fraksionimit të yndyrës dhe për të lejuar trajtimin e lehtë.
Përveç përzierjes së yndyrës, faza e yndyrës zakonisht përbëhet nga përbërës të vegjël të tretshëm në yndyrë, siç janë emulsifikuesi, lecitina, aroma, ngjyra dhe antioksidantët. Këta përbërës të vegjël treten në përzierjen e yndyrës përpara se të shtohet faza e ujit, pra përpara procesit të emulsifikimit.
PËRGATITJA E EMULSIONIT (ZONA 2)

Emulsioni përgatitet duke transferuar vajra dhe yndyra të ndryshme ose përzierje yndyrash në rezervuarin e emulsionit. Zakonisht, yndyrat me shkrirje të lartë ose përzierjet e yndyrave shtohen të parat, të ndjekura nga yndyrat me shkrirje të ulët dhe vaji i lëngshëm. Për të përfunduar përgatitjen e fazës yndyrore, emulsifikuesi dhe përbërës të tjerë të vegjël të tretshëm në vaj shtohen në përzierjen e yndyrës. Kur të gjithë përbërësit për fazën yndyrore janë përzier siç duhet, shtohet faza e ujit dhe emulsioni krijohet nën përzierje intensive, por të kontrolluar.
Sisteme të ndryshme mund të përdoren për matjen e përbërësve të ndryshëm për emulsionin, dy nga të cilët funksionojnë në grupe:
Sistemi i matësit të rrjedhës
Sistemi i rezervuarit të peshimit
Një sistem emulsifikimi i vazhdueshëm në linjë është një zgjidhje më pak e preferuar, por e përdorur, p.sh., në linjat me kapacitet të lartë ku hapësira për rezervuarët e emulsionit është e kufizuar. Ky sistem përdor pompa dozimi dhe matës të rrjedhës masive për të kontrolluar raportin e fazave të shtuara në një rezervuar të vogël emulsioni.
Sistemet e lartpërmendura mund të kontrollohen plotësisht automatikisht. Megjithatë, disa impiante të vjetra ende kanë sisteme përgatitjeje të emulsionit të kontrolluara manualisht, por këto kërkojnë shumë punë dhe nuk rekomandohen të instalohen sot për shkak të rregullave të rrepta të gjurmueshmërisë.
Sistemi i matësit të rrjedhës bazohet në përgatitjen e emulsionit në seri, në të cilën fazat dhe përbërësit e ndryshëm maten me anë të matësve të rrjedhës masive kur transferohen nga rezervuarët e përgatitjes së fazave të ndryshme në rezervuarin e emulsionit. Saktësia e këtij sistemi është +/-0.3%. Ky sistem karakterizohet nga pandjeshmëria e tij ndaj ndikimeve të jashtme si dridhjet dhe papastërtitë.
Sistemi i rezervuarit të peshimit është si sistemi i matësit të rrjedhës i bazuar në përgatitjen e emulsionit në seri. Këtu sasitë e përbërësve dhe fazave shtohen direkt në rezervuarin e emulsionit i cili është montuar në qeliza ngarkese duke kontrolluar sasitë e shtuara në rezervuar.
Zakonisht, një sistem me dy rezervuarë përdoret për përgatitjen e emulsionit në mënyrë që linja e kristalizimit të jetë në gjendje të funksionojë vazhdimisht. Çdo rezervuar funksionon si një rezervuar përgatitjeje dhe si një rezervuar tamponi (rezervuar emulsioni), kështu që linja e kristalizimit do të furnizohet nga njëri rezervuar, ndërsa një sasi e re do të përgatitet në tjetrin dhe anasjelltas. Ky quhet sistemi flip-flop.
Një opsion është gjithashtu një tretësirë ku emulsioni përgatitet në një rezervuar dhe kur të jetë gati transferohet në një rezervuar tampon nga ku ushqehet linja e kristalizimit. Ky sistem quhet sistemi i parapërzierjes/tamponit.
PASTERIZIMI (ZONA 3)

Nga rezervuari tampon, emulsioni normalisht pompohet vazhdimisht përmes një shkëmbyesi nxehtësie pllake (PHE) ose një shkëmbyesi nxehtësie sipërfaqësore të gërvishtur (SSHE) me presion të ulët, ose SSHE me presion të lartë për pasterizim para se të hyjë në linjën e kristalizimit.
Për produktet me yndyrë të plotë zakonisht përdoret një PHE. Për versionet me yndyrë më të ulët ku pritet që emulsioni të shfaqë një viskozitet relativisht të lartë dhe për emulsione të ndjeshme ndaj nxehtësisë (p.sh. emulsione me përmbajtje të lartë proteinash) rekomandohet sistemi SPX si tretësirë me presion të ulët ose SPX-PLUS si tretësirë me presion të lartë.
Procesi i pasterizimit ka disa përparësi. Ai siguron frenimin e rritjes bakteriale dhe të mikroorganizmave të tjerë, duke përmirësuar kështu stabilitetin mikrobiologjik të emulsionit. Pasterizimi vetëm i fazës ujore është një mundësi, por pasterizimi i të gjithë emulsionit preferohet, pasi procesi i pasterizimit të emulsionit do të minimizojë kohën e qëndrimit nga produkti i pasterizuar deri te mbushja ose paketimi i produktit përfundimtar. Gjithashtu, produkti trajtohet në një proces në linjë nga pasterizimi deri te mbushja ose paketimi i produktit përfundimtar dhe pasterizimi i çdo materiali të ripërpunuar sigurohet kur emulsioni i plotë pasterizohet.
Përveç kësaj, pasterizimi i emulsionit të plotë siguron që emulsioni të ushqehet në linjën e kristalizimit në një temperaturë konstante, duke arritur parametra konstantë përpunimi, temperatura produkti dhe strukturë produkti. Përveç kësaj, parandalohet shfaqja e emulsionit të parakristalizuar që ushqehet në pajisjet e kristalizimit kur emulsioni pasterizohet siç duhet dhe ushqehet në pompën me presion të lartë në një temperaturë 5-10°C më të lartë se pika e shkrirjes së fazës yndyrore.
Një proces tipik pasterizimi, pas përgatitjes së emulsionit në 45-55°C, do të përfshijë një sekuencë ngrohjeje dhe mbajtjeje të emulsionit në 75-85°C për 16 sekonda dhe më pas një proces ftohjeje në një temperaturë prej 45-55°C. Temperatura përfundimtare varet nga pika e shkrirjes së fazës yndyrore: sa më e lartë të jetë pika e shkrirjes, aq më e lartë është temperatura.
FTOHJA, KRISTALIZIMI DHE BRUMI (ZONA 4)
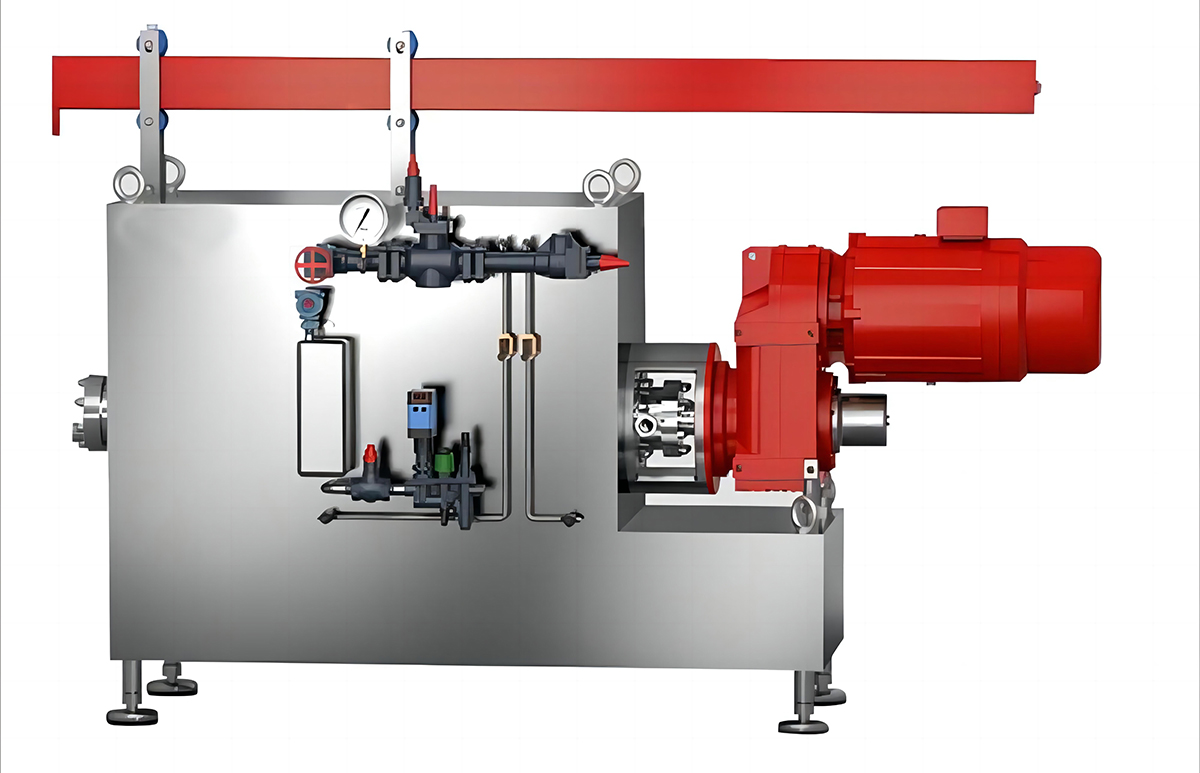
Emulsioni pompohet në vijën e kristalizimit me anë të një pompe me piston me presion të lartë (HPP). Linja e kristalizimit për prodhimin e margarinës dhe produkteve të ngjashme zakonisht përbëhet nga një SSHE me presion të lartë i cili ftohet nga amoniaku ose media ftohëse e tipit Freon. Makina(t) me rotor gjilpërash dhe/ose kristalizuesit e ndërmjetëm shpesh përfshihen në linjë për të shtuar intensitet dhe kohë shtesë brumosjeje për prodhimin e produkteve plastike. Një tub pushimi është hapi i fundit i linjës së kristalizimit dhe përfshihet vetëm nëse produkti është i paketuar.
Zemra e linjës së kristalizimit është SSHE me presion të lartë, ku emulsioni i ngrohtë superftohët dhe kristalizohet në sipërfaqen e brendshme të tubit të ftohjes. Emulsioni fshihet në mënyrë efikase nga kruajtëset rrotulluese, kështu që emulsioni ftohet dhe brumoset njëkohësisht. Kur dhjami në emulsion kristalizohet, kristalet e yndyrës formojnë një rrjet tre-dimensional që bllokon pikat e ujit dhe vajin e lëngshëm, duke rezultuar në produkte me veti të natyrës plastike gjysmë të ngurtë.
Në varësi të llojit të produktit që do të prodhohet dhe llojit të yndyrnave të përdorura për produktin e veçantë, konfigurimi i linjës së kristalizimit (domethënë rendi i tubave të ftohjes dhe makinave me rotor me gjilpëra) mund të rregullohet për të siguruar konfigurimin optimal për produktin e veçantë.
Meqenëse linja e kristalizimit zakonisht prodhon më shumë se një produkt specifik yndyre, SSHE shpesh përbëhet nga dy ose më shumë seksione ftohjeje ose tuba ftohës në mënyrë që të përmbushë kërkesat për një linjë kristalizimi fleksibël. Kur prodhohen produkte të ndryshme yndyre të kristalizuara nga përzierje të ndryshme yndyre, nevojitet fleksibilitet pasi karakteristikat e kristalizimit të përzierjeve mund të ndryshojnë nga një përzierje në tjetrën.
Procesi i kristalizimit, kushtet e përpunimit dhe parametrat e përpunimit kanë një ndikim të madh në karakteristikat e produkteve përfundimtare të margarinës dhe kremit të lyerjes. Gjatë projektimit të një linje kristalizimi, është e rëndësishme të identifikohen karakteristikat e produkteve që planifikohen të prodhohen në linjë. Për të siguruar investimin për të ardhmen, janë të nevojshme fleksibiliteti i linjës, si dhe parametrat e përpunimit të kontrollueshëm individualisht, pasi gama e produkteve me interes mund të ndryshojë me kalimin e kohës, si dhe me lëndët e para.
Kapaciteti i linjës përcaktohet nga sipërfaqja ftohëse e disponueshme e SSHE-së. Janë në dispozicion makina me madhësi të ndryshme, duke filluar nga linja me kapacitet të ulët deri në linja me kapacitet të lartë. Gjithashtu, janë në dispozicion shkallë të ndryshme fleksibiliteti, nga pajisjet me një tub deri në linja me shumë tuba, pra linja përpunimi shumë fleksibile.
Pasi produkti ftohet në SSHE, ai hyn në makinën me rotor pin dhe/ose kristalizuesit e ndërmjetëm në të cilët brumoset për një periudhë të caktuar kohore dhe me një intensitet të caktuar në mënyrë që të ndihmojë në promovimin e rrjetit tre-dimensional, i cili në nivelin makroskopik është struktura plastike. Nëse produkti është menduar të shpërndahet si një produkt i mbështjellë, ai do të hyjë përsëri në SSHE përpara se të vendoset në tubin e pushimit para mbështjelljes. Nëse produkti mbushet në gota, asnjë tub pushimi nuk përfshihet në linjën e kristalizimit.

PAKETIMI, MBUSHJA DHE RISHIRRJA (ZONA 5)

Makina të ndryshme paketimi dhe mbushjeje janë të disponueshme në treg dhe nuk do të përshkruhen në këtë artikull. Megjithatë, konsistenca e produktit është shumë e ndryshme nëse prodhohet për t'u paketuar ose mbushur. Është e qartë se një produkt i paketuar duhet të shfaqë një strukturë më të fortë se një produkt i mbushur dhe nëse kjo strukturë nuk është optimale, produkti do të devijohet në sistemin e rishkrirjes, do të shkrihet dhe do të shtohet në rezervuarin tampon për ripërpunim. Sisteme të ndryshme rishkrirjeje janë të disponueshme, por sistemet më të përdorura janë PHE ose SSHE me presion të ulët.
AUTOMATIZIM
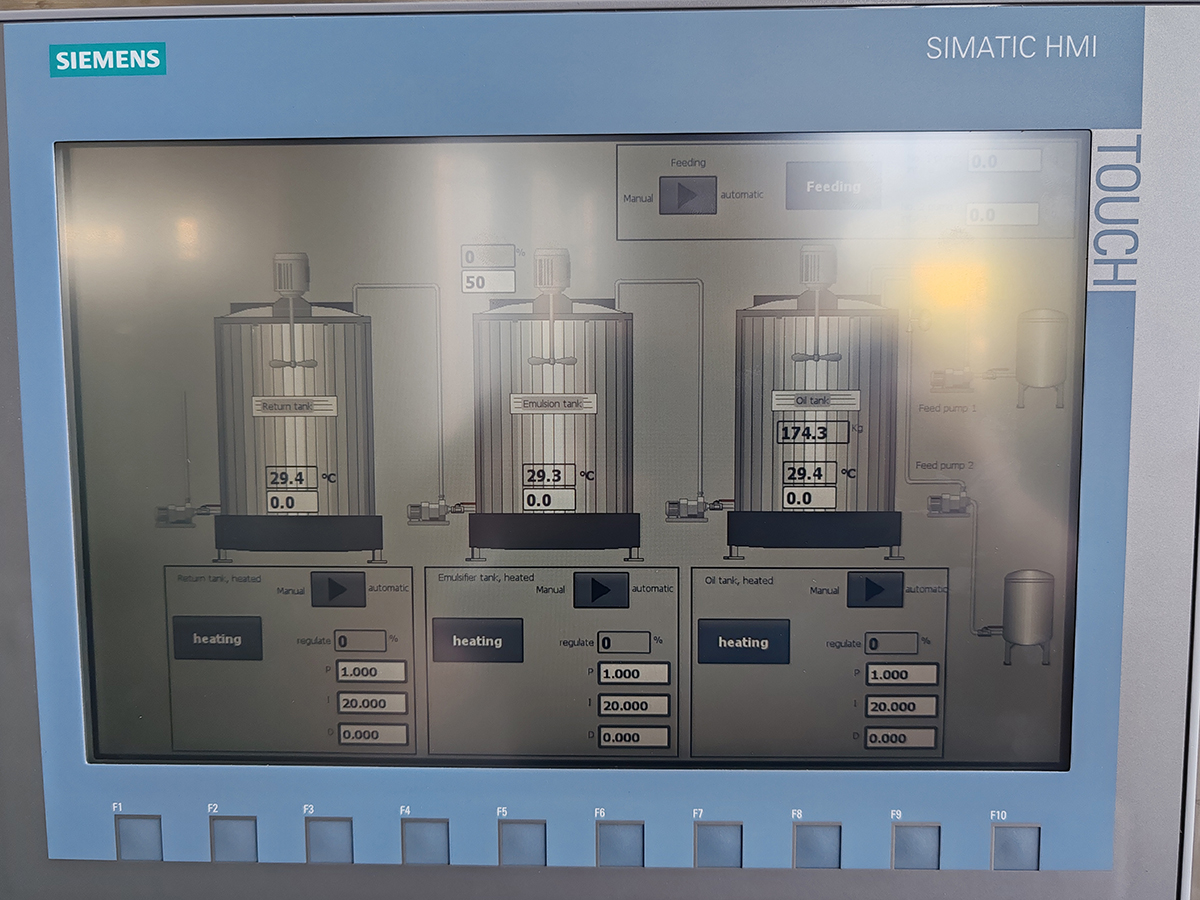
Margarina, ashtu si produktet e tjera ushqimore, prodhohet në shumë fabrika sot sipas procedurave të rrepta të gjurmueshmërisë. Këto procedura që zakonisht mbulojnë përbërësit, prodhimin dhe produktin përfundimtar rezultojnë jo vetëm në një siguri të shtuar ushqimore, por edhe në një cilësi konstante të ushqimit. Kërkesat e gjurmueshmërisë mund të zbatohen në sistemin e kontrollit të fabrikës dhe sistemi i kontrollit Shiputec është projektuar për të kontrolluar, regjistruar dhe dokumentuar kushtet dhe parametrat e rëndësishëm që kanë të bëjnë me të gjithë procesin e prodhimit.
Sistemi i kontrollit është i pajisur me mbrojtje me fjalëkalim dhe përmban regjistrimin historik të të dhënave të të gjithë parametrave të përfshirë në linjën e përpunimit të margarinës, nga informacioni i recetës deri te vlerësimi përfundimtar i produktit. Regjistrimi i të dhënave përfshin kapacitetin dhe prodhimin e pompës me presion të lartë (l/orë dhe presioni i kundërt), temperaturat e produktit (përfshirë procesin e pasterizimit) gjatë kristalizimit, temperaturat e ftohjes (ose presionet e mediave ftohëse) të SSHE-së, shpejtësinë e SSHE-së dhe makinave me rotor me gjilpëra, si dhe ngarkesën e motorëve që vënë në punë pompën me presion të lartë, SSHE-në dhe makinat me rotor me gjilpëra.
Sistemi i kontrollit

Gjatë përpunimit, alarmet do t'i dërgohen operatorit nëse parametrat e përpunimit për produktin specifik janë jashtë kufijve; këto vendosen në redaktuesin e recetave para prodhimit. Këto alarme duhet të njihen manualisht dhe duhet të ndërmerren veprime sipas procedurave. Të gjitha alarmet ruhen në një sistem alarmi historik për t'u parë më vonë. Kur produkti del nga linja e prodhimit në një formë të paketuar ose të mbushur siç duhet, ai ndahet nga emri i produktit dhe zakonisht shënohet me një datë, orë dhe numër identifikimi serie për gjurmim të mëvonshëm. Historia e plotë e të gjitha hapave të prodhimit të përfshirë në procesin e prodhimit ruhet kështu për sigurinë e prodhuesit dhe përdoruesit përfundimtar, konsumatorit.
CIP

Impiantet e pastrimit CIP (CIP = pastrim në vend) janë gjithashtu pjesë e një impianti modern të prodhimit të margarinës, pasi impiantet e prodhimit të margarinës duhet të pastrohen rregullisht. Për produktet tradicionale të margarinës, një herë në javë është një interval normal pastrimi. Megjithatë, për produktet e ndjeshme si produktet me pak yndyrë (përmbajtje të lartë uji) dhe/ose produktet me përmbajtje të lartë proteinash, rekomandohen intervale më të shkurtra midis CIP.
Në parim, përdoren dy sisteme CIP: impiantet CIP të cilat përdorin mediat pastruese vetëm një herë ose impiantet e rekomanduara CIP të cilat funksionojnë nëpërmjet një tretësire tampon të mediave pastruese ku media të tilla si sodë kaustike, acid dhe/ose dezinfektantë kthehen në rezervuarët individualë të ruajtjes CIP pas përdorimit. Procesi i fundit preferohet pasi përfaqëson një zgjidhje miqësore me mjedisin dhe është një zgjidhje ekonomike në lidhje me konsumin e agjentëve pastrues dhe me këtë edhe koston e tyre.
Në rast se në një fabrikë instalohen disa linja prodhimi, është e mundur të vendosen pista paralele pastrimi ose sisteme satelitore CIP. Kjo rezulton në një reduktim të ndjeshëm të kohës së pastrimit dhe konsumit të energjisë. Parametrat e procesit CIP kontrollohen automatikisht dhe regjistrohen për gjurmim të mëvonshëm në sistemin e kontrollit.
VËREJTJE PËRFUNDIMTARE
Kur prodhohet margarinë dhe produkte të ngjashme, është e rëndësishme të mbahet mend se nuk janë vetëm përbërësit si vajrat dhe yndyrat e përdorura ose receta e produktit që përcaktojnë cilësinë e produktit përfundimtar, por edhe konfigurimi i impiantit, parametrat e përpunimit dhe gjendja e impiantit. Nëse linja ose pajisjet nuk mirëmbahen mirë, ekziston rreziku që linja të mos funksionojë në mënyrë efikase. Prandaj, për të prodhuar produkte me cilësi të lartë, një impianti që funksionon mirë është i domosdoshëm, por zgjedhja e përzierjes së yndyrës me karakteristika që korrespondojnë me aplikimin përfundimtar të produktit është gjithashtu e rëndësishme, si dhe një konfigurim dhe zgjedhje e saktë e parametrave të përpunimit të impiantit. Së fundmi, por jo më pak e rëndësishme, produkti përfundimtar duhet të trajtohet në temperaturë sipas përdorimit përfundimtar..
Koha e postimit: 19 dhjetor 2023